How does CO2 laser cutting work?
The Science (condensed)
Electricity is passed through a tube filled with gas, usually Carbon dioxide (CO2), Nitrogen (N2), Hydrogen (H) and Helium (He). The CO2 and N2 gain more energy. In this excited state, when they come into contact with He they release their energy as photons, or light. An array of mirrors act to increase the light intensity until it is very powerful. An infrared laser beam is discharged from the tube at aprox 19mm diameter and is focused with a curved lens, further magnifying it’s intensity. The infrared wavelength is very high, around 10.6 micrometers, ideal for cutting acrylic, timber and card. Metal laser cutters produce wavelengths of 1.064 micrometers and are able to achieve greater intensity.
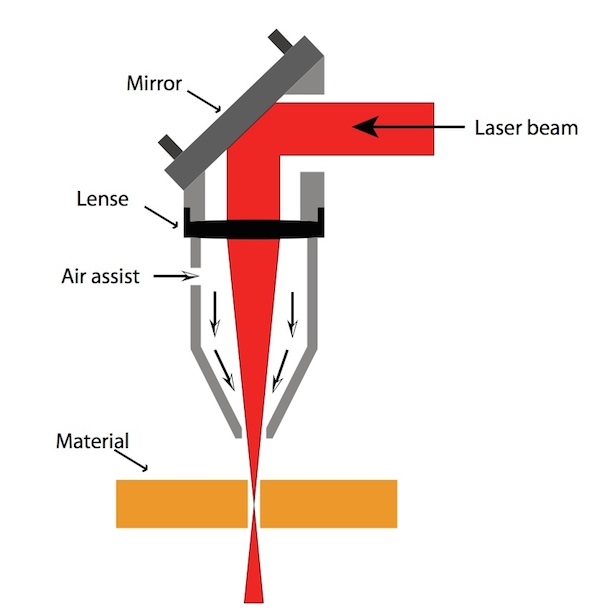
As can be seen in the illustration above, the beam has a point of optimal focus and intensity. For cutting, this point is focused as close to the middle of the material as possible. The thicker the material the more chance of a visible chamfer being produced at the edge of the material. Different cutting and etching results can be achieved from offsetting the optimal point of focus and I will post about this separately.
The laser cuts with a continuous wave, the resulting pulses of heat produce the characteristic striations on the edge of the cut material. It is possible to increase and decrease the pulse per second to achieve the best result for the material you are cutting. For example acrylic laser cuts cleanly with a polished edge where the heat has melted the material, although the striations are visible on inspection. With increasing pulse per second, closer striations improve the surface quality as roughness diminishes. Increasing pps on some timber however increases the burning on the edge and does not benefit the cut so suitable power speed and pps need to be chosen for each material.
See more on laser cutting and some of our laser cut work in our gallery.